
This is a chain link, obviously, and no matter how it is turned it will always be rounded at the bottom. No chance for some clever orientation for 3D printing, no chance to sail around support material necessity. Still, models like this one are expeted to come out evenly round and accurate on all surfaces and it would be difficult to declare one surface as a “less important bottom” where quality and accuracy trade-offs may be acceptable in certain cases.

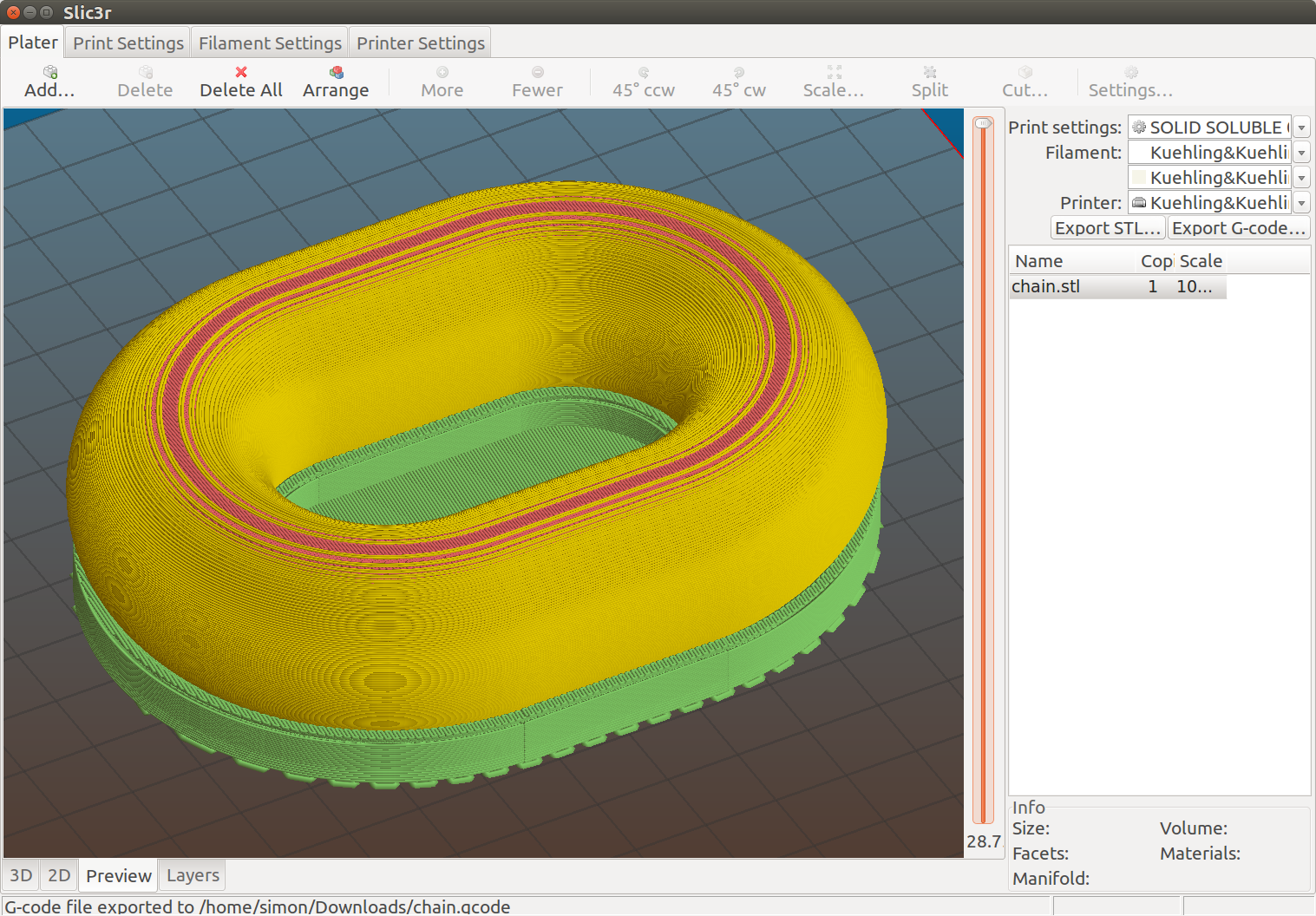
Upside down: This photo shows the chain link’s supported bottom surface
What’s the trick with soluble support?
With soluble support structures you don’t need to deal with detachability issues, hence the generated support is allowed to be in perfect contact with the model, providing perfect and full-faced support. The interfacing layers between support and model act just like any inter-model-layer, like one ABS model layer on top of the next. Support material removal takes place by chemically washing it out with a compatible solvent that at the same time doesn’t harm the model material.
Break-away support, however, is commonly generated from the model’s material itself and can even be printed with the same nozzle, requiring no additional print head . While this is great for entry-level 3D printers as well as some materials with no compatible soluble support material available yet, it will never produce comparable results in terms of surface quality and model accuracy. Full-faced contact between support and model is not an option at all in this case, since both would necessarily fuse together perfectly just like those layers within the actual model. The only way to retain support detachability is to generate bad contact with intent, e.g. by laying down the first model layer on top of support structure with a gap in Z height in order to avoid strong fusion. In other words: Accepting potentially bad supporting capabilities in favor of at least manageable detachability. In the end there are also geometries that are 3D printable, but wouldn’t provide sufficient access to supported features to have the support material removed mechanically at all.
Especially with easily warping thermoplasts like ABS this can become quite a problem for complex and extensively supported shapes. Models that are not designed just for 3D printing, avoiding overhangs etc., and models that are explicitly designed for 3D printing, precisely because of the unlimited freedom of shape, infeaseble to be injection molded for example.
-
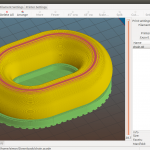
- Brand new 3D toolpath preview in Slic3r 1.2.7
-

- Actually printed result in black ABS

Finally, it’s a serious cost saver
Support removal with break-away support from model material means manual labor. Depending on the model’s complexity this can take between minutes at best and hours at worst and significantly adds to the total part manufacturing costs.
Washing out soluble support material in contrast does not necessarily need to be faster, but it works totally on its own and doesn’t tie up human capacities along the way.
-

- Support material, bottom view
-

- Fingers for scale

-

- Top surface comparison






Ein Kommentar